无锡悦扬机械
Wuxi Reinsail Machinery



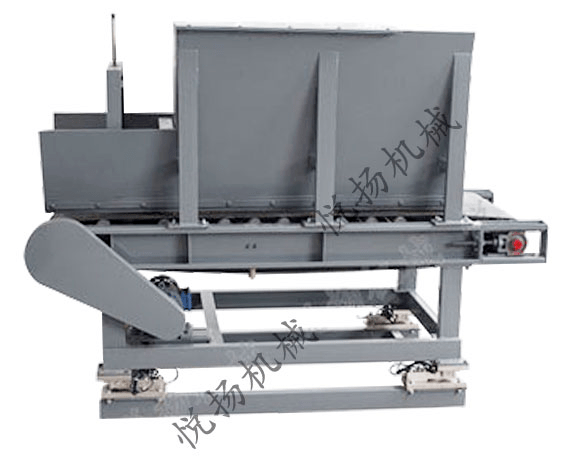
螺旋自动配料系统的设计方案及应用:
1螺旋式定量分析秤重结构原理
螺旋式是料斗秤中最常用的动态称重进料方法.在定量分析称重装置中,电机驱动螺旋给料机电一体化机械设备(也称绞车电机)放置在料斗之间,电子设备测控装置完成粉末材料的动态定量分析称重。绞车电机运行时,料斗中的粉末原料与螺旋进料机械机构的旋转相匹配.物料仓与称重架之间有三个应变拉压传感器。材料仓库的重量直接转换为电子信号,并通过拉压传感器组发送到电子设备的测控装置。设置净重值时,关闭绞车电机,停止进料,操作物料仓门打开门,即完成动态进料定量分析称重.
探索螺旋自动配料系统的进料控制方法
螺旋调味设备是动态定量分析的重要组成部分.由于螺旋给料机电集成装置的离散系统和自平衡较弱,给料过程中的材料粒度分布、环境湿度和料斗工作压力也会导致给料流量的变化.如果秤的重量速率加快,原材料对材料仓库的影响可能会影响秤的精度和可靠性;如果提高秤的精度,必须降低给料速率.
为了能融洽秤重精密度和秤重速度分歧,现在大部分动态性线上定量分析称重系统选用2段投料方法[2].该投料方法只在一定程度上可以兼具精密度和速度规定,精密度不太高,且存有偏差.因为螺旋式投料的可逆性,定量分析秤重偏差无法挽回,只有再次进行.秤重混合机为了能提率及处理偏差难题,使用了/先快后慢、最终启动0的投料控制方法(如下图2所显示),致力于用/迅速投料0减少投料时长,增强秤重速率;选用/慢速度投料0来减少原材料冲击性,提升测量精度;最终/启动投料0以交仓的方式去确保zui终定量分析秤重的精密度.其操纵投料全过程如下所示:在秤重开始的时候/迅速投料0,当到达迅速投料预测分析给定值Wg1时开始/慢速度投料0;当抵达慢速度投料预测分析给定值Wg2时,延时一段时间等候上空料掉入料仓,如很难达到原材料定量分析值Ws的系统软件误差范围下限制值WsL时,则逐渐慢速度/启动投料0,直至原材料净重量超过WsL时候开料仓门倒料.因为每一次启动投料时长伴随着原材料误差的降低而减小,因此高效地防止了偏差的产生.
因为螺旋称重混料机调料装置时转性,和中时长(t1~t4)对应的投料总流量曲线图如下图3所显示.当传出投料数据信号后,秤重螺旋上料机总是要落后一段时间才投料;当终止投料时,螺旋式投料机械设备惯性力还得延迟时间一段时间才可以终止;螺旋式投料终止后,上空也有并未掉入料仓空间料(称之为起伏B,又称为提早关机量),使称数值提升,其增加率大小与终止投料前总流量相关.慢速度投料时间越久,Qg2越平稳,相对应预测B越精确,但减少了秤重速率.若从定量分析秤重速率上考虑到,Wg1越高越好,但Wg1越多则慢速度投料时长越少,又会影响到定量分析秤重精密度.因而,怎样正确预测分析B并怎样动态性线上调整Wg1和Wg2,是一起完成定量分析秤重精密度和速度重要环节.