无锡悦扬机械
Wuxi Reinsail Machinery



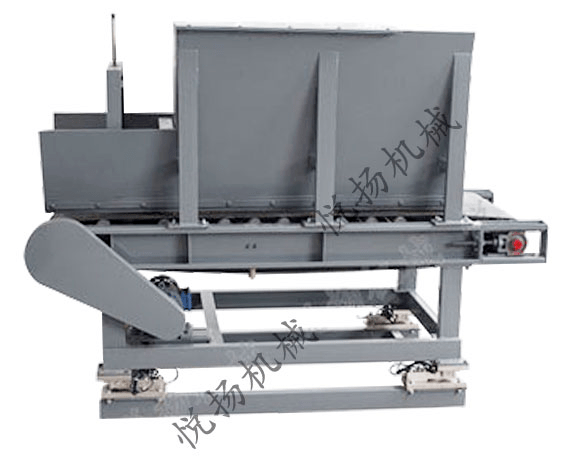
1螺旋定量秤重结构原理
螺旋是料斗秤中常用的一种动态称重投料方法.在定量称重装置中,将电机驱动的螺旋投料机电一体化设备(俗称绞龙电机)置于料斗与料斗之间,由电子测控装置完成粉状物料的动态定量秤重,启动绞龙电机,则对应料斗里的粉状物料就随着螺旋投料机械机构的转动而进入料仓中.料仓和称架之间配有3个应变式拉力传感器,料仓的重量直接由该拉力传感器组转化成电信号送进电子测控装置,达到设置净重值时则关掉该绞龙电机终止投料,并控制料仓门开门倒料,即完成一次动态投料定量秤重.

2螺旋自动配料系统投料控制方式的研究
螺旋调料设备是保证动态定量秤重精度和匀称度的重要环节.因为螺旋投料机电一体化装置的非线性和强无自衡性,以及在投料环节中物料的粒度、湿度和料斗压力等又会引起投料流量的多变性.若加速秤重速率,则物料对料仓的冲击,将影响秤重的精度和稳定性;而若提升秤重精度,就不得不减少投料速率.
为了融洽秤重精度和秤重速度的分歧,目前大部分动态线上定量称重设备选用2段投料方法[2].该投料方法只在一定程度上可以兼具精度和速度的规定,精度不高,且存有偏差.因为螺旋投料的不可逆性,定量秤重偏差无法挽回,只能重新进行.秤重混料机为了提率和处理偏差难题,使用了/先快后慢、终启动0的投料控制方式(如图2所示),旨在用/迅速投料0减少投料时间,提高称重速度;选用/慢速投料0来减小物料冲击,提升检测精度;终/启动投料0以补料的方式来确保zui终定量秤重的精度.其控制投料过程如下:在秤重开始时/迅速投料0,当达到迅速投料预测给定值Wg1时开始/慢速投料0;当抵达慢速投料预测给定值Wg2时,延迟一段时间等候空中料掉入料仓,如还达不到物料定量值Ws的系统允许误差下限值WsL时,则开始慢速/启动投料0,直至物料净重超过WsL时才开料仓门倒料.因为每次启动投料时间随着物料差值的减小而减小,因此有效地避免了偏差的发生.
由于螺旋称重混合料装置的时变性,以及中间时间(t1~t4)如图3所示.当给料信号发出时,称重螺旋给料机总是落后一段时间;当给料终止时,螺旋给料的机械惯性必须延迟一段时间才能终止;螺旋进料终止后,空间材料未落入材料仓库(称为波动B,也称为提前关机容量),增加了称值,其增加的大小与终止进料前的流量有关.慢加料时间越长,Qg2越稳定,相应预测的B越准确,但秤的速率降低.如果考虑定量秤的重量速率,Wg但是越大越好Wg1速度越大,进料时间越慢,会影响定量秤的精度.所以,如何正确预测B,如何调整动态线?Wg1和Wg2.是完成定量称重精度和速度的重要环节.